B4 - Calandra a 4 rulli
Calandre a 4 rulli ad Invito totale
Le calandre Biko a quattro rulli con capacità che va da 2m a 3m e spessori da 2mm a 70mm sono universalmente riconosciute come le macchine più veloci, sicure, precise e di semplice utilizzo della loro gamma.
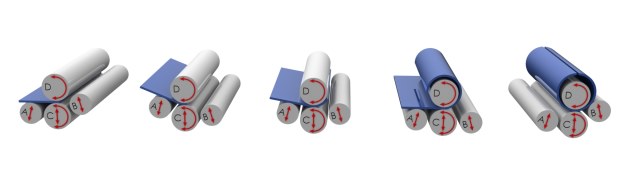
Dopo aver inserito la lamiera tra i rulli ed utilizzando il rullo posteriore come punto di riferimento, il materiale viene pinzato accuratamente, direttamente e saldamente tra il rullo superiore e quello di pinzaggio impedendo lo scivolamento della lamiera e garantendo così i migliori risultati, persino se la macchina viene utilizzata da operatori inesperti.
Utilizzando una macchina a quattro rulli si può avere diversi vantaggi tra i quali la necessità di un solo operatore, un minor utilizzo dei mezzi di manipolazione, il possibile utilizzo di tavole di alimentazione, la possibile curvatura in un solo passaggio con conseguente riduzione dello spazio occupato nell’officina, ed il bloccaggio sicuro della lamiera durante il processo di calandratura.
CONTATTACI