B3 - Cilindradora 3 rodillos BIKO
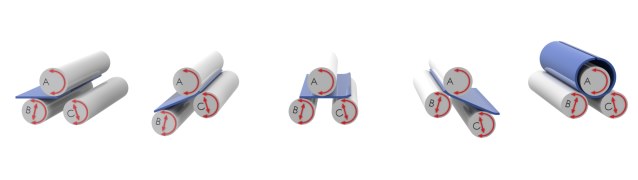
Cilindradora de 3 rodillos con Pre curvado total
El cilindro Biko de tres rodillos con pre curvado se realiza en una gama de capacidades entre el 1,5 mt a 3 mt y con espesores de 3 mm a 70 y se han diseñado para obtener elevadísimos estándar de fiabilidad y versatilidad.
Con dos parejas de pistones hidráulicos y los tres rodillos motorizados independientes, la máquina puede producir piezas curvadas de elevada calidad. Gracias a la simplicidad de uso y de manutención la máquina resulta ser la preferida de las caldererías que en general necesitan máquinas potentes y al mismo tiempo sencillas.
Los cilindros de la serie B3 son normalmente solicitados por usuarios que hacen un amplio uso del cilindro y que fabrican productos tipo calentadores, recipientes a presión de pequeña y media cantidad y por supuesto para la fabricación de conos.